2020-10-14 0
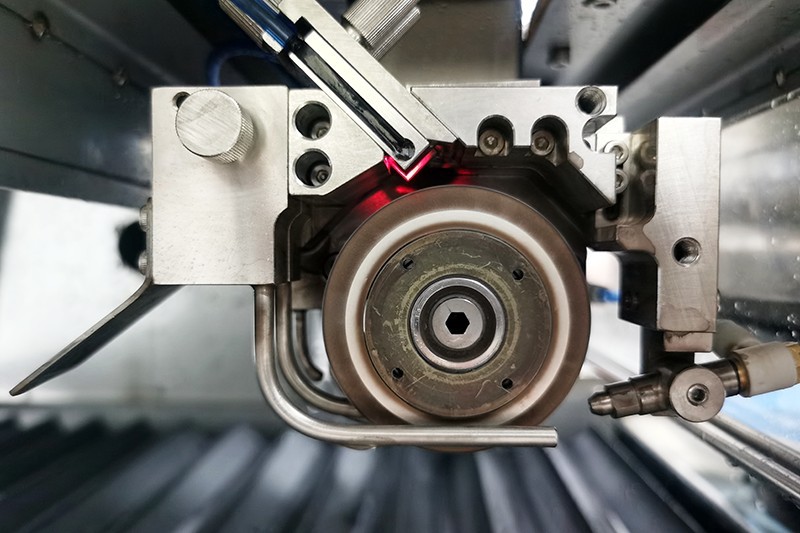
1. 随着科技的飞速发展电子元器件的质量要求越来越高而要想提高产品的质量则需要从设计、生产、检验、运输使用各个环节进行严格的控制。在声表面波器件生产中各个工序的高质量和高效率是整个生产线高效运转的前提作为声表面波器件生产后道工序的首个环节砂轮划片工序的质量和效率直接影响着最终产品的质量以及整个生产线的成品率和生产效率其重要性越来越明显。
2. 砂轮划片机切割时主要会出现的问题:半导体行业所用的材料属于硬脆材料不同于普通的磨削加工。
经过多次试验我们得出:
(1)当主轴转速和切割深度固定时切割进给速度减小切割道宽度降低。
(2)当切割进给速度和切割深度固定时主轴转速增加切割道宽度减小。
(3)使用顺切模式的切割道宽度比逆切模式的切割道宽度小。利用顺切、慢的切割进给速度、较小的切割深度以及较高的主轴转速能获得较低的切割力和较小的切割道宽度。
(4)受刀片厚度的影响而刀片的钝化或进给速度不适合、切割机的轴向振动等现象都会使切割道宽度变大。
(5)切割过程的操作方式、刀片种类、切割条件、振动大小、工件材料以及切割参数等不适合都可能是引起基片过度破裂的因素。
3. 硬脆材料的切割原理:硬脆材料切割原理与金属材料加工有着显著的区别硬脆材料的硬度高、脆性大其物理机械性能尤其是韧性和强度与金属材料相比有很大差异一般硬脆材料用断裂韧性和断裂强度表示材料属性。 材料去除原理一般可分为脆性断裂和塑性变形两大类。通常情况下脆性断裂的去除方式是通过空隙和裂纹的形成或扩展剥落以及碎裂等方式来完成的。塑性变形去除方式与金属磨削中的切屑成型过程相似包括划擦和切屑的形成材料是以剪切切屑形成方式去除的。在脆性破坏型时裂痕是发生在磨粒后方的接触边界附近往侧向成长而形成裂片在塑性变形时塑性区域产生在磨粒的前下方扩大而形成剪切区产生切屑而去除材料得到较好的表面状态。
138-2371-2890
![]()